

JAQUET DSF1410.00 AHV


RELIANCE DSA-MTR12A2

PARKER DRG3-1008B-230B


PARKER DR1008B-230

ALSTOM DPU.1 029.223017

KONGSBERG DPS112
-
Product Name: DGNSS Sensor / Positioning Receiver
-
Product Introduction: The Kongsberg DPS112 is a high-precision Differential Global Navigation Satellite System (DGNSS) sensor designed for marine vessels and offshore platforms to provide sub-meter positioning data for Dynamic Positioning (DP) systems.
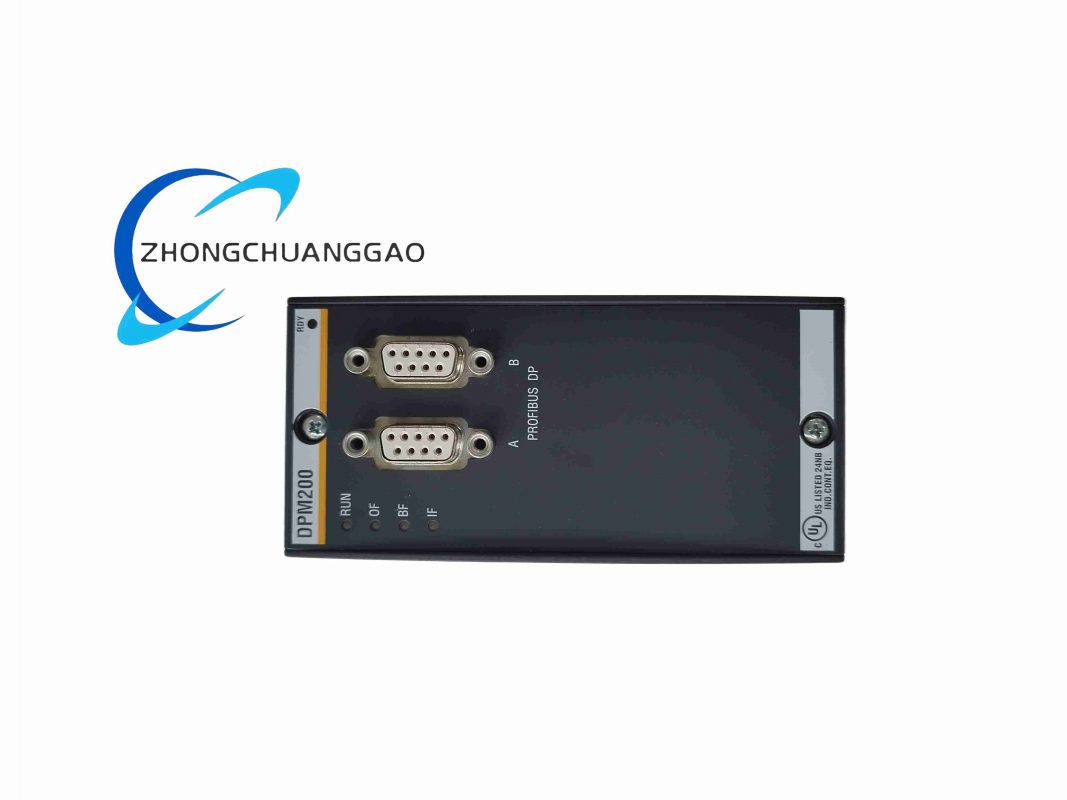
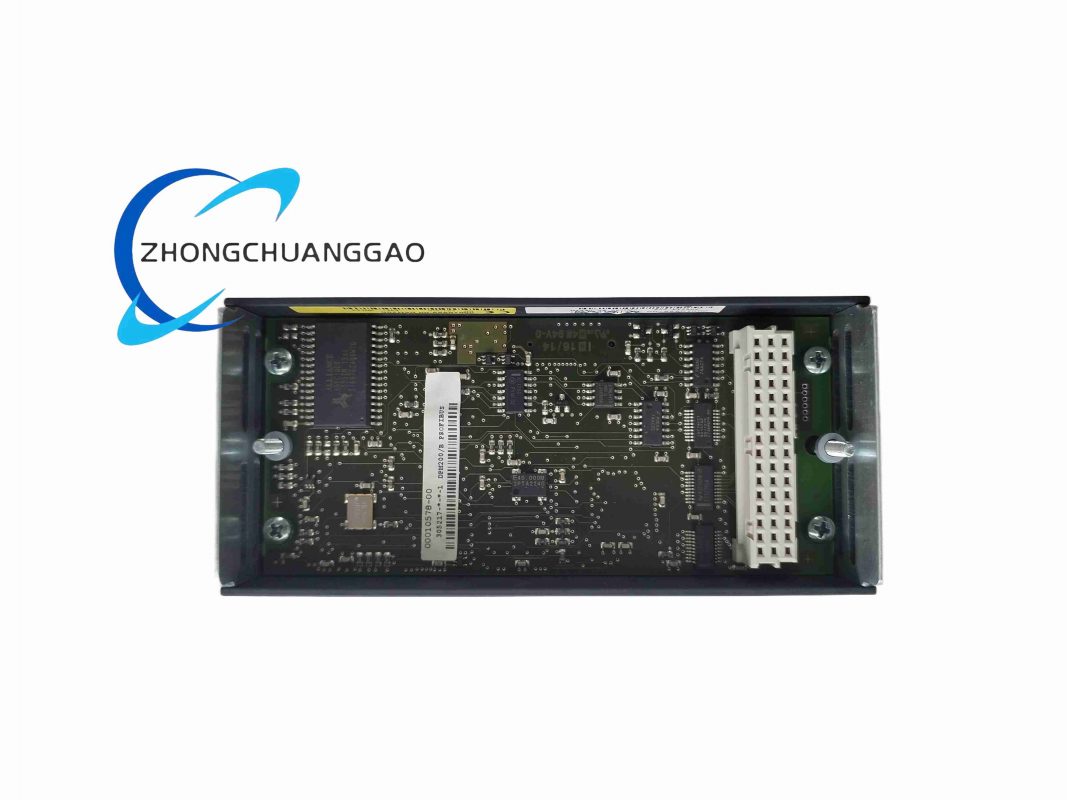
BACHMANN DPM200


ASML DPEM-440A 4022.455.16371
-
Product Name: Dynamic Performance Enhancement Module (DPEM)
-
Product Introduction: The ASML DPEM-440A (Part No. 4022.455.16371) is a precision sub-module or dynamic pressure regulation unit within ASML TWINSCAN lithography systems (DUV/EUV), utilized for enhancing motion control and overlay accuracy.
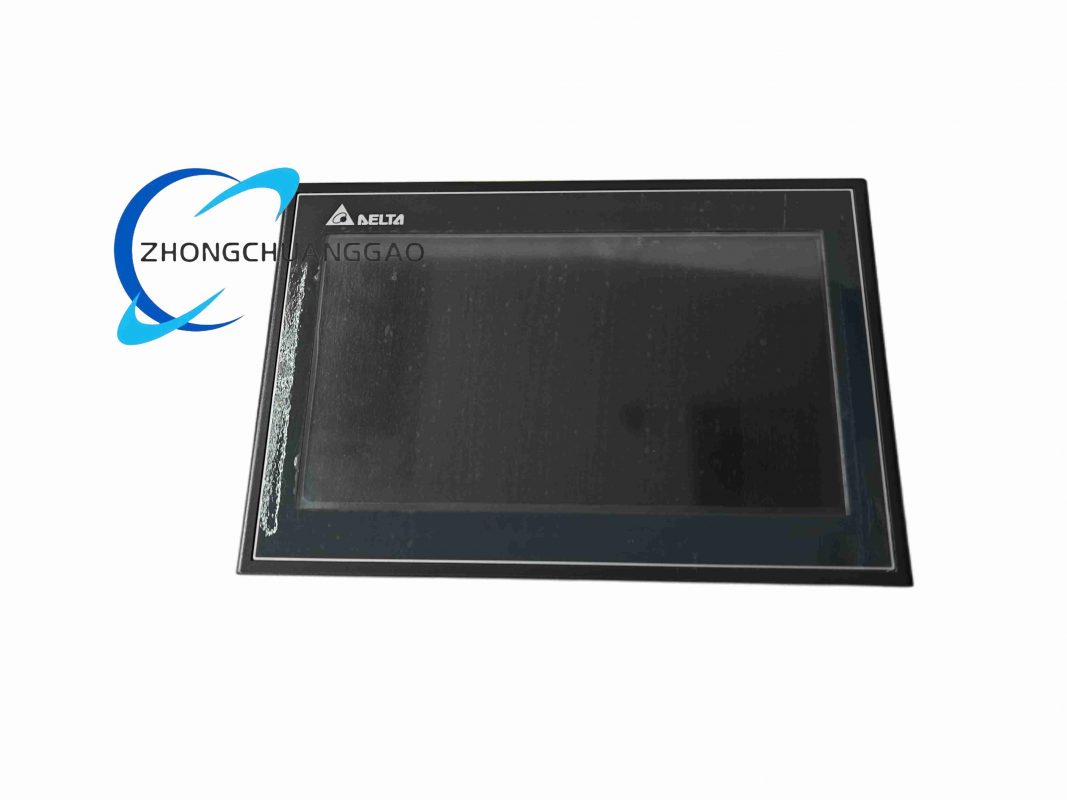

Delta DOP-110WS


Triconex DO3201

EATON E511A09X3N

Beijer E300-04380A
Product Name: Beijer Electronics E300 Series Operator Interface Panel (Graphic Version)
Product Introduction: The E300-04380A is a variant within the Beijer E300 series, typically configured with a 10.4-inch TFT LCD resistive touchscreen for enhanced graphical visualization in industrial HMI applications.
")
")
")
")





















Reviews
There are no reviews yet.